CRANKSHAFTS & CAM GEARS
End Play
Aluminum Engines -- Ball Bearing
Proceed as in aluminum plain bearings, except the thrust
washer is added to the magneto end of the crankshaft
instead of the power take-off end. Thrust washer cannot
be used on engines with two (2) ball bearings.
Sump Installation
Model 100900 and 130900 Series
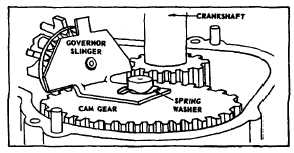
On these models use spring washer on cam gear as
shown in Fig. 17.
Fig. 17 Sump Installation –
Model Series 100900 and 130900
To protect the oil seal while assembling the crankcase
cover, put oil or grease on the sealing edge of the oil
seal. Wrap a piece of thin cardboard around the
crankshaft so the seal will slide easily over the shoulder
of crankshaft. If the sharp edge of the oil seal is cut or
bent under, the seal may leak.
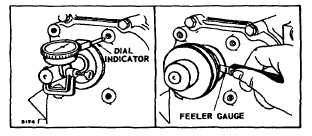
Checking End Play
The end play may be checked by assembling a dial
indicator on the crankshaft with the pointer against the
crankcase. Move the crankshaft in and out. The
indicator will show the end play. Fig. 18. The other
method is to assemble a pulley to the crankshaft and
measure the end play with a feeler gauge. Fig. 18. End
play should be .002.-008" (.05-.20 mm).
Fig. 18. Checking Crankshaft End Play
INSTALL CRANKSHAFT AND CAM GEAR
Cast Iron Engines -- Plain Bearing
Assemble the tappets to the cylinder, then insert the cam
gear. Push the camshaft into the camshaft hole in the
cylinder from the flywheel side through the cam gear.
With a blunt punch, press or hammer the camshaft until
the end is flush with the outside of the cylinder on the
power take-off side. Place a small amount of sealer on
the camshaft plug, then press or hammer it into the
camshaft hole in the cylinder at the flywheel side. Install
crankshaft so timing marks on teeth and cam gear align.
All Cast Iron Engines -- Ball Bearing
Except Models 300000 and 320000
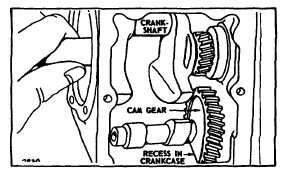
Assemble the tappets, then insert cam gear into the
cylinder, pushing the cam gear forward into the recess in
front of the cylinder. Insert crankshaft into cylinder. Turn
camshaft and crankshaft until timing marks align, then
push cam gear back until it engages the gear on the
crankshaft with timing marks together. Insert camshaft.
Fig. 19. Place a small amount of sealer on the camshaft
plug, then press or hammer it into the camshaft hole in
the cylinder at the flywheel side.
Fig. 19. Install Crankshaft
Cast Iron Engines -- End Play
Plain Bearing and Ball Bearing
The crankshaft end play should be .002" (.05 mm) to
.008" (.20 mm) with one .015" (.38 mm) gasket in place.
If the end play is less than .002" (.05 mm), additional
gaskets of .005" (.13 mm) or .009" (.23 mm) may be
added to the .015" (.38 mm) gasket in various
combinations to attain proper end play. If the end play is
more than .008" (.20 mm) with one .015" (.38 mm)
gasket in place, a .009" (.23 mm) or .005" (.13 mm)
gasket may be used. Fig. 20.
7