CYLINDERS
Plain Bearing
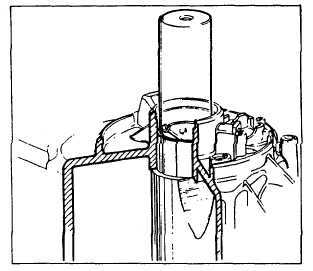
Fig. 9 - Pressing in New Bushing
Fig. 10 - Shell Reaming
MAGNETO BEARING
Model Series 171700, 191700
Counterbore ream worn bearing using tools per Table
No. 3 and procedure for standard magneto bushing.
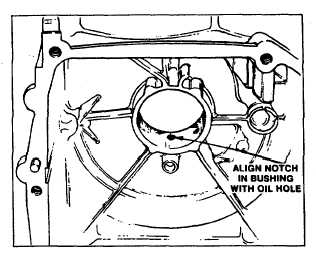
Then place new bushing against reamed out bearing on
inside of cylinder. with bushing notch against cylinder
and in line with oil hole. Fig. 11. Note position of split in
bearing. At a point opposite the split in bushing. use a
chisel or screwdriver and hammer to make a notch in
the. reamed out bearing at a 450 angle.
Fig. 11 - Location of Oil Hole
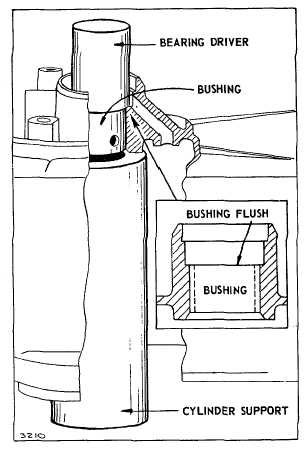
Press in new bushing from outside cylinder, Fig. 12,
using care to keep notch in line with oil hole, Fig. 11,
with bushing driver and cylinder support until bushing is
flush with inside edge of cylinder. Fig. 12. If bushing
notch and bushing oil hole are not aligned, press bushing
through and reinstall.
With a chisel or screwdriver, drive a portion of the
bushing into the notch previously made in cylinder. See
Fig. 11. This is called staking and is done to prevent the
bushing from turning.
Fig. 12 - Pressing in New Bushing
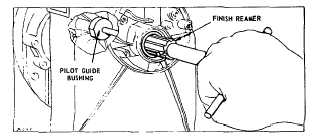
Finish rearm bushing using same procedure for standard
magneto bushing. Clean out breaker point plunger hole
with 19058 finish reamer. Clean out dirt and chips.
6