TM 5-4240-501-14&P
THEORIES OF OPERATION
Compression
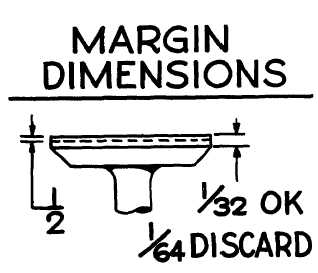
Figure 10.
The margin on a new Briggs & Stratton valve is 1/82 of
an inch, so that when it becomes less than 1/64 of an
inch the valve should be discarded. Remember, this is
after all pit marks and burn marks have been removed
from the valve face. If the valve is bent, the face will be
ground unevenly, and if the margin becomes too thin on
one side the valve should also be discarded. A valve
with too thin a margin will not be able to withstand the
heat and will quickly crack and burn. After facing the
valves and the valve seats to a 45° angle, place a little
fine grinding compound on the valve face, and very
lightly lap the valve to the seat. Use of fine grinding
compound removes any grinding marks and gives a
clear picture of the valve seat width. Be sure to remove
all grinding compound from seat and valve.
Figure 11.
The valve seat width is usable up to 5/64 of an inch, but
a new seat should be between 3/64 and 1/16 of an inch,
and it should be in the center of the valve face. After the
valve seat and faces are ground, the valve should be
installed in the guide, the cam gear turned to the proper
position, and the tappet clearance checked. Refer to
Repair Instructions for tappet clearance. Usually the
clearance will be too small, and the end of the valve
stem will have to be ground off to obtain the proper
clearance. Care should be taken not to overheat the end
of the valve stem while this grinding is taking place; be
sure the end is square with the stem. It is recommended
that the valve springs and retainers be assembled
immediately after setting the tappet clearance to prevent
chances of dirt getting under the valve seat.
6
14