COMPRESSION
Valve Seat Inserts
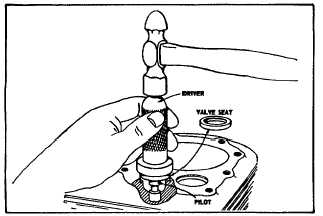
To Drive In New Valve Seat Insert
Select the proper valve seat insert and the correct pilot
and driver according to Table 3 & 4. You will note that
one side of the seat insert is chamfered at the outer
edge. This side should go down into the cylinder.
Insert the pilot into the valve guide. Then drive the valve
insert into place with the driver, as shown in Fig. 17.
The seat should then be ground lightly and the valves
and seats lapped lightly with grinding compound. Clean
thoroughly.
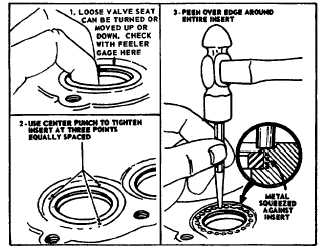
NOTE: Aluminum alloy cylinder models. Use the old
insert as a spacer between the driver and the new insert.
Drive new insert until it bottoms. Top of insert will be
slightly below cylinder head gasket surface. Then peen
around the insert as shown in Fig. 18.
Fig. 17 - Driving in Valve Seat
Fig. 18 - Peening Valve Seat
NOTE: Replace Cylinder if a .005" (0.13 mm) Feeler
Gauge enters between Valve Seat and
Cylinder.
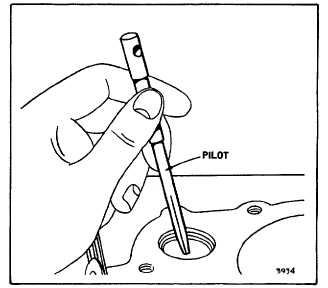
To Counterbore Cylinder for Intake Valve Seat Cast
Iron Cylinder Models
These models must be counterbored to allow installation
of the intake valve seat insert. Select proper seat insert,
cutter shank, counterbore cutter, pilot and driver
according to Table 4.
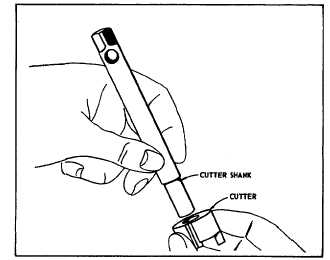
Insert pilot in intake valve guide. See Fig. 19. Assemble
correct counterbore cutter to cutter shank as shown in
Fig. 20.
Counterbore the cylinder by hand until stop on cutter
touches the top of the cylinder. Fig. 21. Do not force
the cutter to one side or it will cut oversize. Blow out all
chips. Use knock out pin 19135, to remove cutter from
cutter shank.
Fig. 19 - Inserting Pilot
Fig. 20 - Inserting Cutter Shank
8