CYLINDERS
Inspection & Resizing Bore
Section 11
CYLINDERS & BEARINGS
INSPECTION
All Models
Always inspect the cylinder after the engine has been
disassembled. Visual inspection will show if there are
any cracks, stripped bolt holes, broken fins or if the
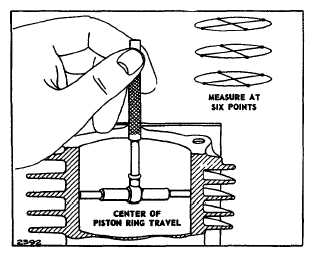
cylinder wall is damaged. Use a telescoping gauge and
dial indicator or inside micrometer to determine the size
of the cylinder bore. Measure at right angles. See Fig.
1. Table No. 1 lists the standard cylinder bore sizes.
If the cylinder bore is more than .003" (.08 mm) oversize,
or .0015" (.04 mm) out of round on cast iron cylinders, or
.0025" (.06 mm) out of round on lightweight cylinders, it
must be resized.
Fig. 1 - Check Cylinder Bore
NOTE: Do not deglaze cylinder walls when installing
piston rings in aluminum cylinder engines.
NOTE: Chrome ring sets are available for most models.
See Bulletin #479 or Illustrated Parts List. They are used
to control oil consumption in bores worn to .005" (.13
mm) over standard and do not require honing or glaze
breaking the bore to seat.
RESIZING
Resize Cylinder Bore to Next Oversize
All Models
ALWAYS RESIZE TO EXACTLY .010" (.25 mm) or .020"
(.51 mm), or .030" (.76 mm) OVER STANDARD SIZE
AS SHOWN IN TABLE NO. 1. IF THIS IS DONE
ACCURATELY, THE STOCK OVERSIZE RINGS AND
PISTONS WILL FIT PERFECTLY AND PROPER
CLEARANCES WILL BE MAINTAINED. Cylinders,
either cast iron or aluminum, can be quickly resized with
a good hone such as Briggs & Stratton part #19205 for
aluminum cylinders or part #19211 for cast iron
cylinders. Contact your Briggs & Stratton source of
supply. Use the stones and lubrication recommended by
the hone manufacturers for the various engine models,
to produce the correct cylinder wall finish.
TABLE NO. 1
BASIC ENGINE MODEL
STANDARD BORE SIZE
OR SERIES
DIAMETER
MAX
MIN.
ALUMINUM CYLINDER
Milli-
Milli-
‘
Inches
Meter
Inches
Meter
B, 60000 before
2.3125
58.74
2.3115
58.71
Ser #5810060
60000 after
2.3750
60.33
2.3740
60.30
Ser #5810030
8B, 80000 82000
2.3750
60.33
2.3740
60.30
92000, 93000, 94000
2.5625
65.09
2.5615
65.06
100000
2.5000
63.50
2.4990
63.47
110000
2.7812
70.64
2.7802
70.62
130000
2.5625
65.09
2.5615
65.06
140000
2.7500
69.85
2.7490
69.82
170000, 190000
3.0000
76.20
2.9990
76.17
220000, 250000
3.4375
87.31
3.4365
87.29
(Table No.1 - Cast Iron Cylinders continued on page 2.)
JUNE 1981