CYLINDERS
Resizing Bore
TABLE NO. 1 (Cont’d.)
BASIC ENGINE MODEL
STANDARD BORE SIZE
OR SERIES
DIAMETER
MAX
MIN.
ALUMINUM CYLINDER
Milli-
Milli-
‘
Inches
Meter
Inches
Meter
5, 5S, 6, N
2.0000
50.80
1.9990
50.77
8
2.2500
57.15
2.2490
57.12
9
2.2500
57.15
2.2490
57.12
14
2.6250
66.68
2.6240
66.65
19, 23, 190000, 200000
3.0000
76.20
2.9990
76.17
230000
3.0000
76.20
2.9990
76.17
240000
3.0625
77.79
3.0615
77.76
300000
3.4375
87.31
3.4365
87.29
320000
3.5625
90.49
3.5615
90.46
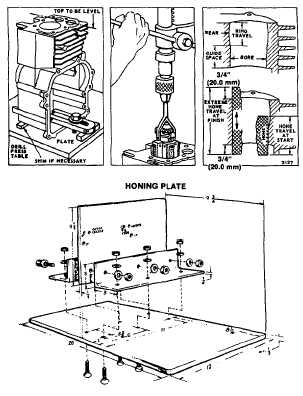
If a boring bar is used, a hone must be used after the
boring operation to produce the proper cylinder wall
finish.
Honing can be done with a portable electric drill, but it is
easier to use a drill press.
To Set Up For Honing
Clean cylinder at top and bottom to remove burrs and
pieces of base and head gaskets.
Fig. 2 - Honing Cylinder
(See page 8 for enlarged drawing.)
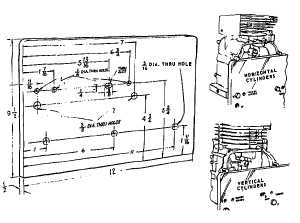
Fasten cylinder to a heavy iron bracket or use honing
plate. Fig. 2. Some cylinders require shims. Use a
level to align drill press spindle with bore.
Oil surface of drill press table liberally. Set plate and
cylinder on drill press table. (Do not anchor to drill press
table.) If using portable drill, set plate and cylinder on
floor. Place hone drive shaft in chuck of drill or portable
drill.
Slip hone into cylinder; Fig. 2, Illus. 2. Connect drive
shaft to hone and set stop on drill press so hone can only
extend 3/4" (20.0 mm) to 1" (25.0 mm) from top or
bottom of cylinder. If using a portable drill, cut a wood
block to place inside of cylinder as a stop for home.