TM 5-4240-501-14P
CYLINDERS
Ball Bearing
On cast iron cylinders, change from rough stone to
finishing stone when within .0015" (.04 mm) of desired
size, then use finishing stones. ALWAYS HONE .010"
(.25 mm) or .020" (.51 mm), or .030" (.76 mm) ABOVE
THE STANDARD DIMENSIONS GIVEN IN TABLE NO.
1.
CYLINDER FINISH AND CLEANING
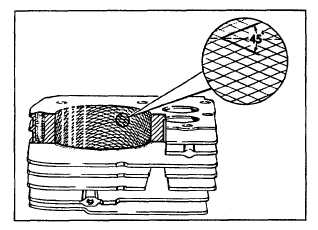
The finish resized cylinder should have a cross-hatch
appearance, Fig. 3. Proper stones, lubrication and
spindle speed along with rapid movement of hone within
the cylinder during the last few strokes, will produce this
finish. Cross-hatching will allow proper lubrication and
rino break-in.
Fig. 3 - Cross Hatch
IT
IS
MOST
IMPORTANT
THAT
THE
ENTIRE
CYLINDER BE THOROUGHLY CLEANED AFTER
HONING. WASH THE CYLINDER CAREFULLY IN A
SOLVENT SUCH AS KEROSENE OR COMMERCIAL
SOLVENT. THE CYLINDER BORE SHOULD THEN BE
CLEANED WITH A BRUSH, SOAP AND HOT WATER.
BEARINGS
BALL BEARING
To check a ball bearing, rotate the bearing slowly by
hand: if any roughness is noted, bearing should be
replaced.
Wash bearing in a clean solvent. Re-oil with engine oil
during assembly.
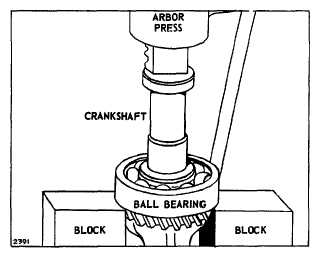
Ball bearings are a press fit on the crankshaft. If bearing
is to be replaced, it should be removed in an arbor press.
Fig. 4. (bearing should not be reused if removed from
crankshaft.)
NOTE: Bearing shield faces crankshaft crank pin.
Fig. 4 - Removing Ball Bearings
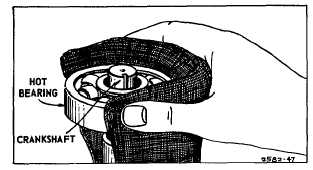
To install, heat bearing in hot (2500 F Max.) (1200 C
Max.) oil. Place crankshaft in a vise with bearing side
up. When bearing is hot it will be a slip fit on crankshaft
journal. Grasp bearing with the shield down and slide it
on the crankshaft. Fig. 5. The bearing will tighten while
cooling. Do not quench.
Fig. 5 - Install Ball Bearings
PLAIN BEARINGS
Checking
Bearings should be replaced if scored or if plug gauge
will enter. Try gauge at several locations in bearing. Fig.
6. See gauge listing in Table No. 3.
3